This illustration show you guide on how to remove and replace Kingpost for JCB 3CX,4CX,214e,214,215,217 and VARIANTS backhoe loader.
Related Contents:
2024 JCB ServiceMaster 4 v24.3.1 Free Download for Win 10 Win11
2017 JCB Parts Plus+ and Repair Service Manual Free Download
Removal
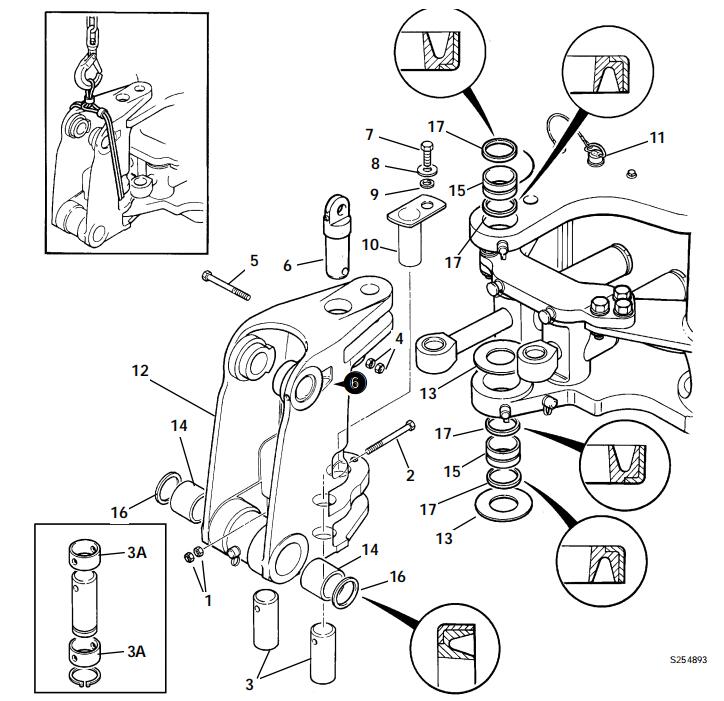
1 Slew the kingpost to the centre and remove the boom and dipper. !
WARNING
Hydraulic fluid at system pressure can injure you. Before disconnecting or connecting hydraulic hoses, stop the engine and operate the controls to release pressure trapped in the hoses. Make sure the engine cannot be started while the hoses are open.
2 Make sure that the slew lock pivot pin 11 is in its stowage position (i.e. not fitted in the ‘slew lock’ position.
3 Working from the base up, disconnect the backhoe hydraulic hoses, before disconnecting the hoses make sure that they are labelled (to assist with reassembly).
4 Plug and cap all open hydraulic connections to prevent ingress of dirt and loss of hydraulic fluid.
5 Remove thin nuts 1 (2 off per pivot pin) and remove pivot pin retaining bolt 2 (2 off).
6 Remove the slew ram (eye end) pivot pins 3 (2 off) and bearing liners 3A.
7 Attach suitable lifting straps to the kingpost assembly.
Note that the weight of the kingpost casting is approximately 130 kg (287 lbs).
8 Remove the boom lock assembly.
9 Remove thin nuts 4 (2 off) and remove retaining bolt 5.
10 Remove the kingpost top pivot pin 6.
11 Remove bolt 7, washer 8, and spacer 9.
12 Remove the kingpost bottom pivot pin 10.
13 Remove the kingpost casting 12 from the rear frame and thrust washers 13.
Inspection
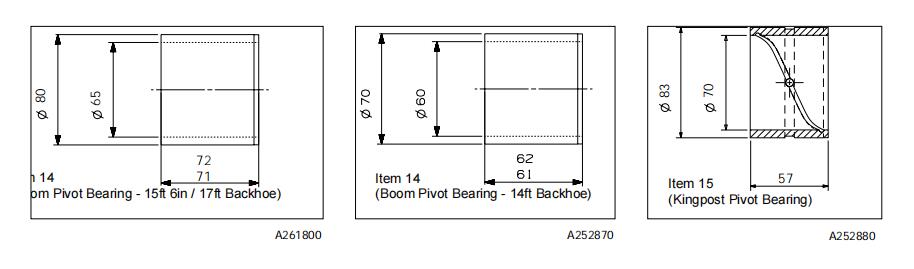
Inspect the nickel bronze liner bearings 14 and 15 for signs of damage, wear, scores or nicks etc. Use a suitable mandrel (manufactured locally) to facilitate removal of the liner bearings.
To ensure the drift is manufactured to the correct size, the liner bearing dimensions are shown on the illustration. Note that the dimensions are NOMINAL figures only and must not be used to manufacture the liner bearings.
Replacement
Replacement is generally a reversal of the removal procedures, however note the following:
To assist with the identification of 15ft 6in and 17ft centremount kingposts the number 6 is stamped on the kingpost to identify 60mm diameter bores.
Check for and remove any burrs and sharp edges on both housing bore, bearing and pivot pin to minimise assembly damage.
If necessary, use oil or suitable lubricant to facilitate pressing-in bearing – to minimise scoring of mating face.
Bearings 14 and 15 have ‘lead-in’ diameters (noticeable with a slight step), always install the smaller diameter first into the pivot bore.
Thrust washers 13 come in different sizes to allow for variations of castings.
Make sure that the boom base liner bearings 14 are fully engaged in the boom base pivot bores. There must be a recess of 5mm (3/16 inch) to allow for installation of the seals 16.
If fitting new liner bearings, assemble with a close fitting shouldered mandrel. Refer to liner bearing sizes on the illustration (nominal figures given).
Make sure that the liner bearings 15 are fully engaged in the kingpost pivot bores. There must be a recess of 6mm (1/4 inch) to allow for installation of the seals 17.
If a new kingpost casting has been installed, the boom lock may need resetting, refer to the boom lock removal and replacement procedures.
Seals 16 and 17 are lip seals, on reassembly make sure that the seal lips face outward (shown in insets on the kingpost pivot).
Make sure that thin lock nuts, items 1 and 4 are ‘just’ free when locked into position.
Make sure that all pivot bores and pivot pins are clean and greased when assembling. When fully assembled, apply grease at each grease nipple before operating the machine.
More repair case for JCB machine,pls refer to:JCB Machine Trouble Repair